

Rommelag – расширенное управление жизненным циклом продукта

Компания Rommelag является изобретателем технологии «выдув – наполнение – запайка» (Blow – Fill – Seal). Данная технология была создана более 50 лет назад и с тех пор постоянно совершенствуется. В настоящее время в мире работает более 1800 машин bottelpack. При условии надлежащего ухода и качественного техобслуживания машины имеют очень долгий срок службы, и даже после 35 и более лет работы на производстве они остаются в хорошем состоянии. Но так как технологии постоянно развиваются, обновления неизбежны. Нормативные требования, предъявляемые к фармацевтическим продуктам, также постоянно меняются, что обусловливает необходимость изменений и улучшений оборудования.
Поэтому в 2016 г. компания Rommelag создала отдел модификации в рамках существующей структуры обслуживания. Целью этого отдела является предоставление расширенного сервиса в течение всего жизненного цикла машин bottelpack, а также помощь в адаптации оборудования к технологическим и / или нормативным изменениям, которые происходят со временем. Не всегда нужно инвестировать в новую машину: благодаря проведению определенной модернизации можно соответствовать новым требованиям. Ниже приведены некоторые примеры изменений, связанных с ужесточением нормативных требований.
Например, чтобы импортировать любой продукт на рынок США, необходимо соблюдать требования FDA. Для технологии Blow – Fill – Seal должны быть выполнены требования FDA – Guidance for Industry: Sterile Drug Products Produced by Aseptic Processing – Current Good Manufacturing Practice. Эти требования описаны в Appendix 2: Blow – Fill – Seal Technology. Приведенный ниже фрагмент данного документа подтверждает необходимость проведения непрерывного мониторинга частиц:
[…] Samples should be taken according to a comprehensive sampling plan that provides data representative of the entire filling operation. Continuous monitoring of particles can provide valuable data relative to the control of a blow – fill – seal operation. […]¹
([…] Пробы следует отбирать в соответствии с комплексным планом по отбору проб, который предоставляет результаты всей операции по наполнению. Непрерывный мониторинг частиц может дать ценные данные, относящиеся к контролю с использоанием технологии Blow – Fill – Seal. [...])
В машине bottelpack маятникового типа имеются стерильные воздушные камеры с разъемами для счетчика частиц, что позволяет проводить непрерывный мониторинг частиц в течение всего процесса розлива. Для сбора и подсчета частиц можно интегрировать встроенный счетчик частиц с дополнительным вакуумным насосом. Результат будет записан в отчете о партии. Эту модификацию можно осуществлять на существующих машинах с внесением необходимых изменений в программное обеспечение.
На машинах bottelpack роторного типа подсчет частиц во время процесса наполнения невозможен из-за наличия закрытого рукава. Чтобы доказать требуемый уровень стерильности, можно использовать следующее:
[…] Demonstrating that the filling environment is of the appropriate quality therefore requires consideration of the entire sterility assurance 'package' for the batch / process, i.e. monitoring of critical parameters / alarms during each batch, parison support filter integrity tests at the end of each batch, media fills, extruder validation, bioburden of incoming polymer etc. […]²
( […] Для подтверждения того, что среда наполнения имеет надлежащее качество, следует рассмотреть весь «пакет» обеспечения стерильности для партии / процесса, то есть выполнить мониторинг критических параметров / аварийных сигналов во время производства каждой партии, провести тесты на определение целостности фильтра держателя рукава в конце производства каждой партии, наполнения носителя, проверки экструдера, биологической нагрузки поступающего полимера и т. д. […])
Для получения дополнительной информации см. BFSIOA – Pointsto Consider, March 2012 edition.
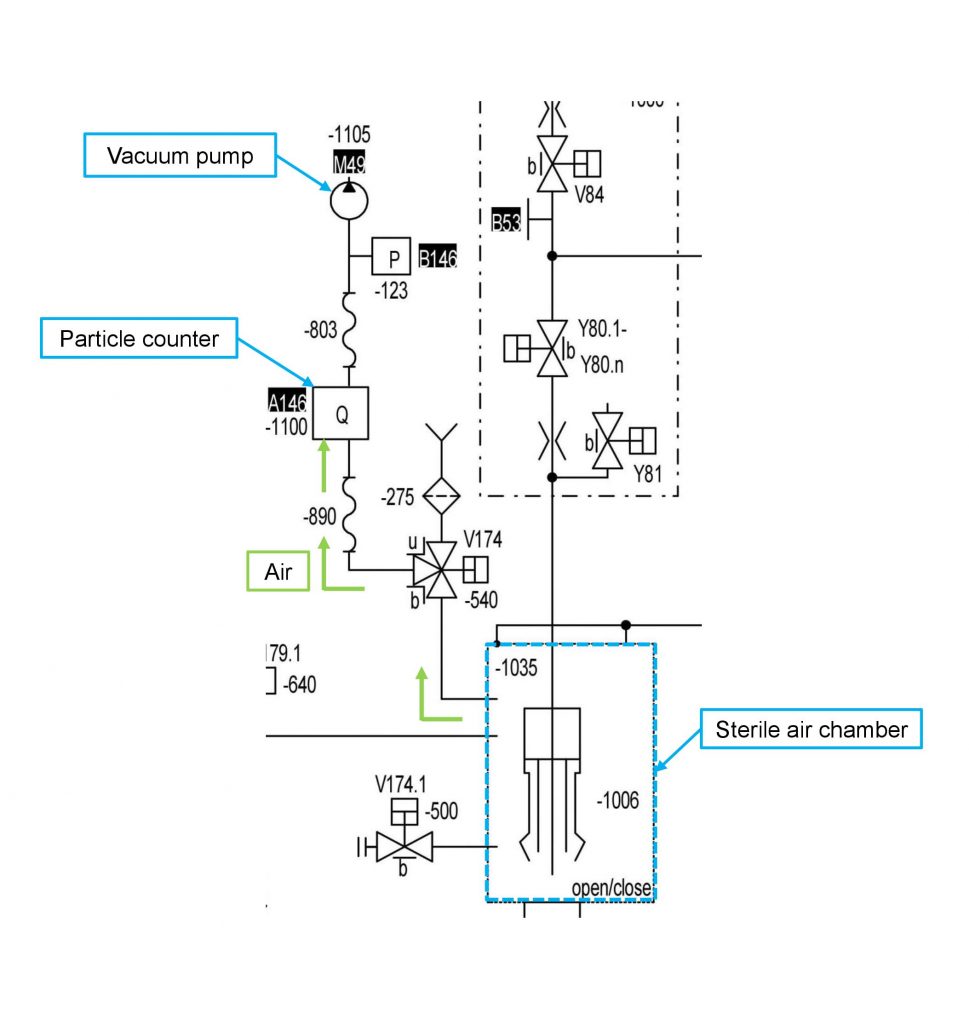
Рис. 2. Схема движения воздуха для мониторинга частиц
Еще одна возможность – изменить сам упаковочный материал, то есть заменить полимер. Модифицировать машину bottelpack, предназначенную для упаковки из полиэтилена (PE), можно путем использования полипропилена (PP). На первый взгляд это представляется незначительной модификацией, просто заменой полимера. Однако оба пластика имеют разные физические свойства, которые влияют на техническое исполнение машины bottelpack.
РР требует как минимум специального формовочного инструмента, а также так называемого внешнего вырубного устройства с линейной системой. Внешнее вырубное устройство должно быть установлено рядом с машиной bottelpack и нуждается в дополнительном пространстве. Это устройство должно находиться на определенном расстоянии от машины для розлива, поскольку бутылкам / ампулам из полипропилена требуется больше времени для охлаждения и отвердения, чтобы облой можно было отделить от блока бутылок / ампул.
Может возникнуть вопрос: «Почему следует менять полимер на существующей машине?» Причиной этого могут быть нормативные требования Европейского агентства по лекарственным средствам (EMA). Согласно руководству EMA – 6 March 2019: Guideline on the sterilisation of the medicinal product, active substance, excipient and primary container[…] all steam sterilisation processes require a minimum lethality of F0 ≥ 8 minutes and a minimum process hold temperature of 110 °C. […]³
( […] все процессы стерилизации паром требуют минимального показателя стерильности F0 ≥ 8 мин и минимальной температуры процесса 110 °С. […])
При сравнении обоих типов пластика установлено, что их температуры стерилизации различаются: типичная температура стерилизации для PE составляет от 106 до 112 °C, а для PP ≥ 121 °C. Это означает, что при использовании PP можно выполнить стандартное условие Ph. Eur. 5.1.1 (≥ 121 °C, ≥ 15 мин на всех устройствах). В результате время подготовки досье о качестве препарата значительно сокращается. Если референтное условие 5.1.1 Ph. Eur. достигнуто, то необходимо только представить данные о времени стерилизации и температурном профиле, а также подтвердить, что валидация была выполнена.
![]()
Если стерилизация проводится при температуре ниже 121 °C, то продолжительность стерилизации следует увеличить. С одной стороны, это необходимо, чтобы достичь соответствующего значения F0, а с другой – предоставить большее количество документов для подготовки досье о качестве препарата.
[…] Steam sterilisation performed with finished product temperature below 115 °C during the holding phase is an exceptional case and should be scientifically justified and supported by additional data as described in Table. […]4
( […] Стерилизация паром готового продукта, проводимая при температуре ниже 115 °C во время фазы выдержки, является исключительным случаем и должна быть научно обоснована и подтверждена дополнительными данными, как описано в таблице. […] )
15.03.2020

